



Nhà máy chế tạo máy hiện đại là tổ hợp các phân xưởng, các phòng ban, các bộ phận phục vụ liên kết chặt chẽ với nhau. Xưởng chế tạo phôi cung cấp phôi liệu cho các xưởng khác để chế tạo ra chi tiết máy. Ở đó phôi có thể nhận được từ các nguyên công rèn, đúc, cán kéo, dập nóng hoặc nguội.v.v.
Từ những phôi này muốn tạo ra các chi tiết máy, người ta phải thực hiện một quá trình gia công cơ khí. Quá trình gia công cơ khí bao gồm nhiều phương pháp, song thường được phân chia thành hai nhóm gia công cơ bản:
– Gia công không phoi.
– Gia công có phoi (gia công cắt gọt kim loại).
Gia công cắt gọt kim loại là phương pháp cắt bỏ đi trên bề mặt phôi một lớp kim loại dư thừa (lượng dư gia công) để cho chi tiết đạt được hình dáng, kích thước và chất lượng bề mặt gia công theo yêu cầu.
Cắt gọt kim loại có thể thực hiện bằng tay hoặc bằng máy. Với bàn tay lao động của mình, những người thợ cơ khí đã và đang làm ra rất nhiều sản phẩm khác nhau, từ những cỗ máy, những thiết bị kỹ thuật phức tạp đến những chi tiết máy tinh vi.
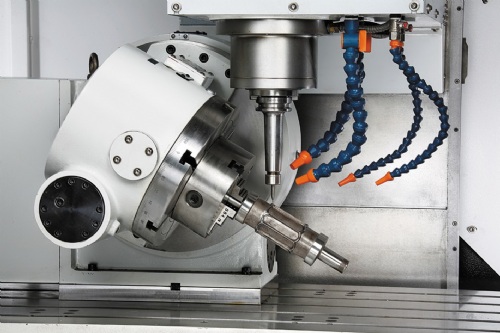
Các dụng cụ cắt gọt kim loại hay gọi là dao dụng cụ để tách phôi, hình thành bề mặt kim loại cần gia công. Dao (dao phay, dao tiện, mũi khoan, mũi taro, mũi mài-cà,...) có ảnh hưởng rất lớn đến quá trình gia công kim loai, nó quyết định tới chất lượng của sản phẩm, năng suất và giá thành sản phẩm.
Vậy vật liệu để làm dao để gia công kim loại phải đạt những yêu cầu sau:
– Độ cứng: vật liệu cần gia công cơ khí là thép, gang,… có độ cứng cao, do đó để có thể cắt được vật liệu đó thì dao phải có độ cứng lớn hơn thường là 60-65 HRC
– Độ bền cơ học cao
– Có tính chịu nóng: khi gia công kim loại có những lúc nhiệt độ lên đến hàng ngàn độ, vậy nên vật liệu để làm dụng cụ gia công cũng cần có tính chịu nóng cao để vẫn giữ được tính cắt nhiệt độ tăng.
– Tính chịu mài mòn: Dụng cụ để gia công sẽ phải chịu ma sát rất lớn, nên vật liệu làm dao phải có tính chống mài mòn càng, không chảy dính ở nhiệt độ cao.

 Địa chỉ:
Địa chỉ: Hotline hỗ trợ tư vấn:
Hotline hỗ trợ tư vấn:  Email liên hệ:
Email liên hệ: Website:
Website: Facebook
Facebook  Twiter
Twiter  Instagram
Instagram  Youtube
Youtube  Zalo
Zalo 
